发酵罐的内外壁抛光工艺以及清洗方法
作者:admin 来源:本站原创 添加时间:2015-07-15 阅读量:
【字体:
大 中 小】
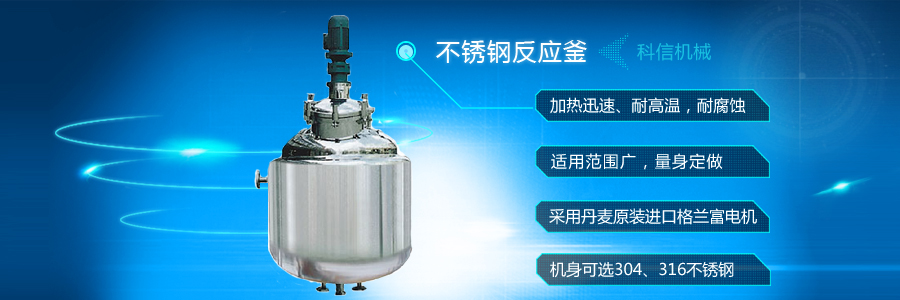
罐体内表面的抛光处理是制作啤酒发酵罐的枢纽技术项。为了消除罐体内表面的粗拙状态,获得较高要求的表面粗拙度(0.6μm)质量,故采用抛光的方法。因为表面积大,抛光工作量大,表面粗拙度要求高,因此我们选用重庆大学海达砂带磨床公司出产的2MG58400C型罐体抛光机进行抛光,以确保罐体表面要求。保证罐内粗拙度达到设计要求,并小于0.6μm的表面质量。
发酵罐的内外壁抛光工艺以及清洗方法
罐体内壁抛光工艺:
罐体内表面的抛光处理是制作啤酒发酵罐的枢纽技术项。为了消除罐体内表面的粗拙状态,获得较高要求的表面粗拙度(0.6μm)质量,故采用抛光的方法。因为表面积大,抛光工作量大,表面粗拙度要求高,因此我们选用重庆大学海达砂带磨床公司出产的2MG58400C型罐体抛光机进行抛光,以确保罐体表面要求。保证罐内粗拙度达到设计要求,并小于0.6μm的表面质量。
发酵罐 罐体外壁酸洗、钝化及兰点检查法:
- 奥氏体不锈钢制造的容器酸洗、钝化工艺,目的是为了经由酸洗和钝化后的不锈钢表面天生一层无色致密的钝化膜起耐侵蚀作用。
- 酸洗液配方:
- 硝酸(比重1.42) 20% 氢氟酸 5% 水 75%。
- 配制时,将硝酸、氢氟酸缓慢加入水中搅匀。
 酸洗操纵方法和工序:
酸洗操纵方法和工序:
- 对碳钢工件表面进行保护,刷涂耐酸漆或石腊熔化后热涂于碳钢表面。
- 将不锈钢工件表面的焊疤、划伤等打磨光滑,并用碱液(肥皂水等)洗去表面油污脏物后净水冲刷干净。
- 将配制好的发酵罐酸液用拖把或细沙布、毛巾在工件表面往返反复拖抹,保持工件表面潮湿,要求维持潮湿的同时用不锈钢钢丝刷在工件表面反复多次拖抹,直至全部表面呈银白色。特别是焊缝及热影响区处,应反复用不锈钢钢丝刷洗擦。
- 净水冲刷→肥皂水洗擦→净水冲刷→压缩空气吹干或天然透风晾干。
- 钝化液配方:
- 硝酸(比重1.42) 5% 3MPa,对塞焊孔组合焊缝、板边角焊窔
- 重铬酸钾 2%
- 水 93%
- 特别警告:配制时应将硝酸、重铬酸钾缓慢加入水中,并应边加酸边搅拌平均,切记动作缓慢!
- 禁止:禁止将水加入硝酸中,以免发生危险!
- 钝化操纵方法:将配制好的钝化液用拖把或细纱布、毛巾等在工件表面往返反复拖抹,保持工件表面潮湿2~3小时,留意应一直坚持不断地保持表面潮湿。
- 钝化膜质量检查——“兰点”试验:
- 试验配方:
- 铁氰化钾 10克
- 硝 酸 30克
- 蒸 馏 水 960克
- 检查方法将试液涂于已钝化处理并已清洗干净的工件表面上,30秒后表面无兰点为合格,留意:工件表面每平方米不少于5点,可疑之处应重点检查。
 发酵罐操纵留意事项:
发酵罐操纵留意事项:
- 配制溶液时应将酸液缓慢倒入水中,并不断地搅拌。绝对不可将水倒入酸液中。
- 操纵前必需穿着好劳保用品,操纵场所要有良好透风前提。
- 铁氰化钾,重铬酸钾应由专人保管,按毒品治理办法领用回收。
更多关于发酵罐的知识电话咨询:
闻经理 13592654176